Compression molding works best for thick, functional parts
- It is strongest with rubber, silicone, thermosets, and fiber-filled composites.
- Common examples include seals, gaskets, electrical parts, appliance components, and composite panels.
- Cycle times are usually measured in minutes, so volume planning matters.
- Tooling is often less expensive than high-cavity injection tooling, but the process is slower.
- Thermoforming usually wins for large, shallow, lightweight sheet parts.
Where compression molding fits best
When I map a part to this process, I start with the material, not the shape. Compression molding is strongest when the compound needs to cure under heat and pressure, or when the finished part should be dense, resilient, and stable rather than thin and cosmetic.
| Material family | Typical inputs | Why it fits | Watch-out |
|---|---|---|---|
| Thermosets | Phenolics, epoxy-based compounds, polyester compounds | Excellent heat resistance, dimensional stability, and cured strength | Not the best choice for very fine undercuts or tiny features |
| Silicone and rubber | Silicone rubber, EPDM, nitrile, other elastomers | Elastic recovery, sealing performance, and durability under compression | Tolerances and flash need realistic expectations |
| Fiber-filled composites | SMC, BMC, glass-filled compounds | Stiffness, impact resistance, and better load-bearing behavior | Trimming and parting-line management can add cost |
That mix is why I keep seeing the process in U.S. manufacturing around electrical insulation, automotive sealing, industrial damping, and composite hardware. Once you know the material family, the next question is which products actually benefit from it.
The product families I see most often
In practice, the parts that stay on this process usually have one thing in common: their value comes from performance, not from thin-wall styling. A gasket does not need to look delicate; it needs to recover after squeeze. A switch housing does not need to be feather-light; it needs to insulate and survive heat.
| Product family | Typical examples | Why compression molding works well |
|---|---|---|
| Electrical and electronic | Switch housings, sockets, faceplates, insulators, connector bodies | Heat resistance, dielectric performance, and dimensional stability |
| Automotive and transport | Seals, bushings, engine bay covers, composite panels, vibration pads | Durability, vibration control, and resistance to heat and fluids |
| Industrial and mechanical | Gaskets, diaphragms, bumpers, wear pads, clamping components | Functional elasticity and repeatable load-bearing behavior |
| Consumer and household | Appliance knobs, handles, grip parts, silicone kitchen pieces, tool grips | Toughness, heat tolerance, and a good hand-feel in daily use |
| Medical and laboratory | Stoppers, seals, flexible connectors, low-volume device parts | Material control, clean edges, and compatibility with elastomeric compounds |
If I had to reduce the whole list to one sentence, I would say this: compression molding is most convincing when the part must work hard, stay stable, and tolerate stress better than a thin sheet ever could. That makes the process useful, but not universal, which is where the tradeoffs matter.
Why the process wins on some parts and loses on others
Compression molding gives you a useful combination of low waste, solid material distribution, and lower upfront tooling than many high-cavitation processes. It also handles thick sections and filled compounds better than methods that rely on pushing melt through tiny gates.
- Strength and stability - The part is shaped under pressure, so dense compounds and composites often come out tough and repeatable.
- Material efficiency - There are no runners or sprues in the usual sense, which helps when material cost matters.
- Lower tooling burden - Tooling can be simpler than injection tooling, especially when the part volume is modest.
- Good fit for thick or large parts - The process is comfortable with mass and section thickness where other methods get awkward.
- Main limitations - Cycle time is slower, fine detail is harder, and deep undercuts can turn into trimming work.
I would be cautious any time a design depends on tiny logos, very sharp edges, or hard-to-release geometry. Flash is another practical issue here; it is the thin excess material squeezed out at the mold parting line, and if it is not controlled early it becomes a trimming cost later. That kind of reality is what pushes me into the design stage next.
How I would design the part to avoid rework
Most trouble starts before the first trial part. I usually look at four details first, because they are the ones that decide whether the mold makes a clean part or a production headache.
Size the preform correctly
The preform is the measured charge placed into the mold. Too much material creates flash; too little gives you short fill, weak edges, or inconsistent cure. For repeat jobs, I like to treat preform control as a process variable, not a guess.
Give trapped air a way out
Venting matters because air that cannot escape will show up as burn marks, voids, or weak spots. Parting-line placement also matters, since it affects both appearance and trim effort.
Keep thickness changes honest
Uniform sections are easier to cure and easier to keep dimensionally stable. If one area is much thicker than the rest, it may need extra cure time or more aggressive processing to avoid a soft core.
Read Also: Injection Molding Guide - Design for Success & Cost
Plan for inserts, finish, and tolerances
Metal inserts are common in some molded parts, but they need thermal and positional planning. Surface texture is mostly a mold decision, while tolerances for elastomeric parts should be set with rubber-friendly expectations, often using ARPM or ISO 3302-1 style thinking instead of metal-part assumptions.
Those design details sound small, but they are exactly where a good concept becomes a usable part. Once the geometry is under control, the next question is whether the cycle time and volume line up with the business case.
Cost, cycle time, and production volume
Here is the part I would not gloss over: this process is not fast. In practical terms, compression molding cycles often run from about 1 to 10 minutes, and thick or heavily cured parts can take longer. That is the main reason the process fits lower- to medium-volume work better than mass-market commodity parts.
- Tooling economics - The mold is often less expensive than a full injection tool, which helps when volumes are modest.
- Throughput - Minute-scale cycles make press time the bottleneck, so high-volume production needs careful planning.
- Labor and trimming - Some parts need post-trim work, and that can quietly dominate cost if the geometry is sloppy.
- Best volume zone - The process tends to make most sense when part value is driven by durability, insulation, or composite strength rather than raw speed.
If I am comparing a 2-minute cycle with a part that is sold in small or mid-sized batches, I may accept that tradeoff for the material performance alone. If the same part has to sell in very high quantities, the slow cycle becomes hard to defend.
Compression molding versus thermoforming in real production choices
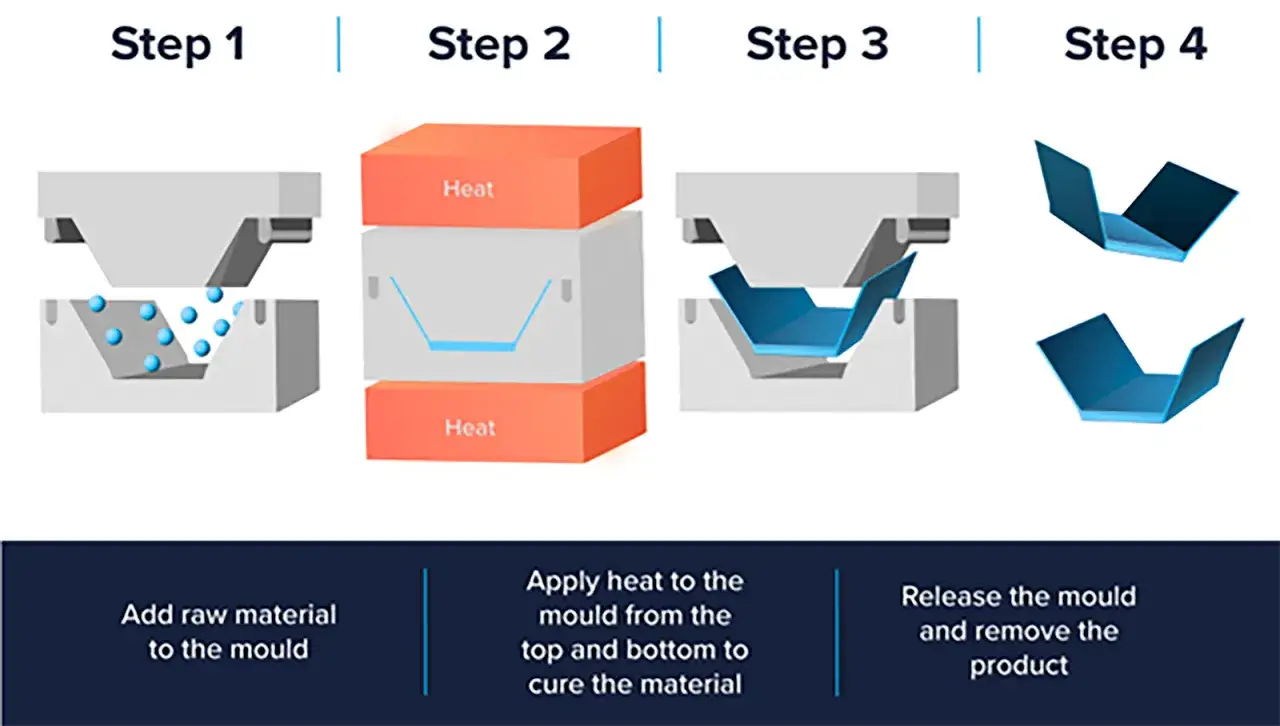
These two methods are often mentioned together, but they solve different problems. Thermoforming starts with a heated thermoplastic sheet and draws it over a mold, while compression molding works with a charge of material that is pressed and, in many cases, cured inside the mold.
| Factor | Compression molding | Thermoforming |
|---|---|---|
| Best for | Thick, durable, elastic, insulated, or composite parts | Large, shallow, lightweight sheet parts |
| Material base | Rubber, silicone, thermosets, SMC, BMC, select thermoplastics | Thermoplastic sheet |
| Geometry | Strong in dense cross-sections and structural shapes | Strong in broad surfaces and shallow draws |
| Cycle time | Usually minutes | Usually faster for simple sheet parts |
| Tooling profile | Often moderate, with strong value at low to medium volume | Usually lower for simple forms, especially sheet tooling |
| Typical products | Gaskets, seals, electrical parts, composite panels, appliance components | Trays, covers, liners, packaging shells, display panels |
My rule of thumb is simple: if the part needs to seal, insulate, carry load, or survive heat, I lean toward compression molding. If it mostly needs to be a shaped sheet at low weight and low tooling cost, thermoforming usually wins. That is the core split, and it is what makes the comparison useful instead of academic.
The final checks before you tool a compression-molded part
Before I commit a part to tooling, I ask five blunt questions. They save time later because they force the design conversation to stay tied to reality.
- Does the part need cured material properties, or would a formed sheet do the job?
- Is the value in thickness, resilience, insulation, or structural strength?
- Can the program tolerate cycle times measured in minutes?
- Are flash, trim, and parting lines acceptable in the finished design?
- Have the tolerances been written for the material, not for a metal part?
If those answers point toward durability and functional performance, compression molding is usually the better fit. If they point toward a large, lightweight shell with simple geometry and faster output, thermoforming is the cleaner choice, and I would not force the wrong process just because the names sit near each other.