Injection compression molding sits between standard injection molding and compression molding, and that is exactly why it is useful for parts that need better flatness, cleaner surfaces, and lower internal stress. I think of it as a practical answer for thin-wall components, wide cosmetic panels, optical faces, and other parts where a conventional fill-and-pack cycle starts to show its limits. This article breaks down how the process works, where it fits beside thermoforming and other molding methods, and what to check before you commit to tooling.
What matters most before you choose the process
- It is strongest when a part needs dimensional stability, surface quality, and consistent wall formation.
- The cycle uses partial filling plus final cavity closure, so pressure is distributed differently than in standard injection molding.
- It usually makes sense for large, thin, or cosmetic parts where warpage and sink marks are costly.
- Thermoforming still wins on lower tooling cost and faster setup for simpler sheet parts.
- Tooling precision and process control matter more here than in a basic molding job.
How the cycle actually works
The process starts like a hybrid of two familiar methods. Melt is injected into a mold that is not fully closed, or it is only partially filled before the final closure stroke begins. That last movement compresses the material across the cavity, which helps it spread more evenly and reduce pressure spikes in narrow flow paths.
In practice, that means the mold does not rely on a single, forceful push through a closed cavity. Instead, the part is formed in two stages: first the melt enters, then the cavity finishes closing and the material is shaped under distributed pressure. I like this approach because it gives the process a little more forgiveness when the part is wide, thin, or sensitive to distortion.
What matters is the pressure history. A smoother pressure profile usually means less stress locked into the part, fewer visible sink issues, and better surface replication. That difference becomes clearer once you compare it with standard molding and thermoforming.
Why manufacturers use it on demanding parts
The main appeal is not speed alone. It is control. By compressing the melt after or during filling, the process can improve dimensional accuracy and reduce the internal stress that often leads to warpage later in the cooling cycle or after demolding.
For me, the strongest use cases usually involve one or more of these conditions:
- Large flat or gently curved parts that must stay visually clean.
- Thin walls that would otherwise demand very high injection pressure.
- Cosmetic surfaces where texture, gloss, or sharp feature definition matters.
- Parts that need lower residual stress to keep their shape over time.
- Applications where a more uniform cavity fill matters more than raw cycle simplicity.
There is a tradeoff, though. If the part is simple, small, or forgiving, the added tooling and process complexity can be hard to justify. The hybrid method earns its place when quality problems cost more than the extra setup discipline. That is the natural bridge to where it sits among the other forming routes.
Where it sits between thermoforming and classic molding
Thermoforming, standard injection molding, compression molding, and the hybrid approach all solve different problems. The useful question is not which one is “best” in the abstract. It is which one matches the part geometry, quality target, and production economics you actually have.
| Process | Best for | Main strength | Main tradeoff |
|---|---|---|---|
| Thermoforming | Large, shallow sheet parts, lower-cost tooling, faster start-up | Low tooling cost and short lead time | Less detail, more thickness variation, lower precision |
| Standard injection molding | Complex parts, tight tolerances, high-volume production | High repeatability and automation | Higher mold cost and greater risk of stress or warpage in wide thin parts |
| Compression molding | Thicker parts, reinforced materials, simple large shapes | Low-stress forming with simpler tooling | Usually slower and less suited to fine detail |
| Injection-compression | Thin-wall, cosmetic, or dimensionally sensitive thermoplastic parts | Better balance of surface quality, flatness, and fill behavior | More demanding tooling and tighter process windows |
Parts and materials that justify the process
The process is most useful with thermoplastics that need a stable, repeatable shape after cooling. It is especially attractive for parts where appearance is part of the product value, not just a bonus. Optical or semi-optical surfaces, premium consumer housings, packaging components, and automotive light-related parts are all common examples.
I would put the process on the shortlist for parts such as:
- Automotive lenses, light guides, and decorative light housings.
- Premium appliance panels and fascia parts.
- Thin-wall lids, closures, and packaging trays that must stay flat.
- Consumer electronics covers with large visible surfaces.
- Parts with surface textures or micro-features that must transfer cleanly.
It is not the first choice for deep undercuts, rough utility parts, or jobs where the surface finish can be ordinary. In those cases, standard injection molding or thermoforming can be simpler and more cost-effective. The real decision is less about the label and more about how the tooling must behave.
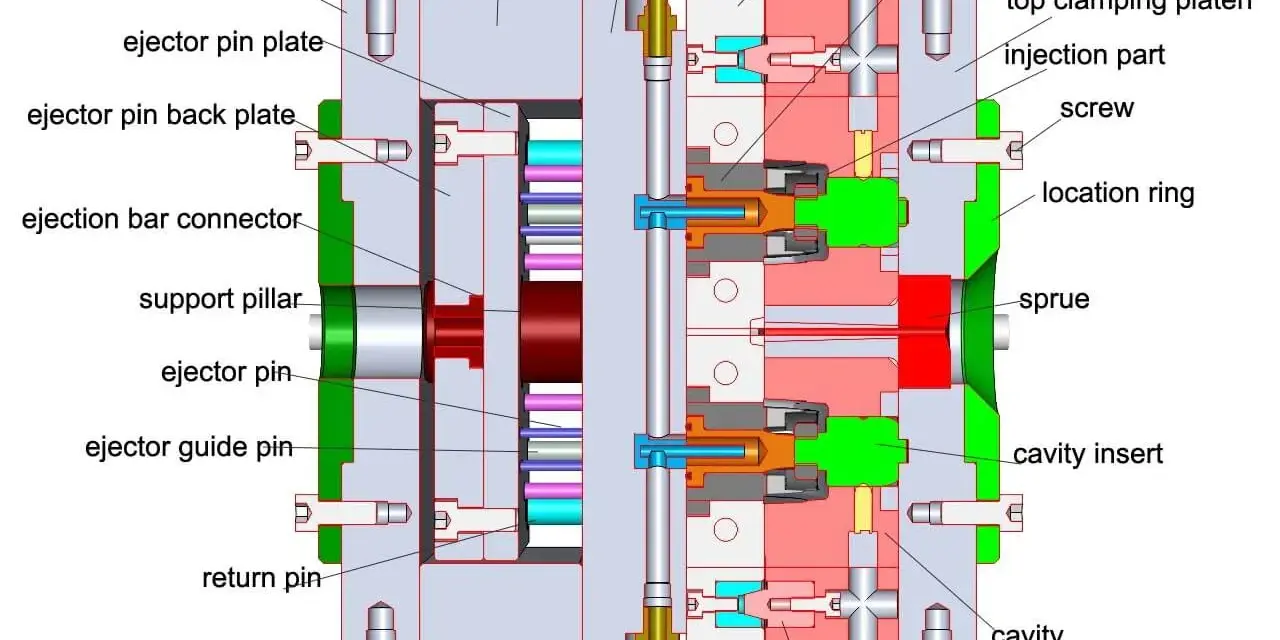
Tooling and design choices that decide success
This is the section people underestimate. The process can look elegant on paper and still fail if the tool, venting, or closure sequence is sloppy. A hybrid cycle is less tolerant of tooling mistakes because the compression stroke becomes part of the part-shaping strategy, not just a closing action.
- Gate strategy matters because melt must spread before closure without creating uneven flow fronts.
- Venting matters because trapped air can turn into burns, hesitation marks, or incomplete fill.
- Shot size must be controlled closely, since too much material risks flash and too little creates short shots.
- Mold alignment affects thickness consistency across wide parts, especially where the compression stroke closes unevenly.
- Cooling balance often decides whether the part stays flat or pulls itself out of tolerance after ejection.
- Geometry transitions should stay smooth, because abrupt thickness changes concentrate stress and invite sink marks.
My rule of thumb is simple: if the part depends on the compression step to “fix” a weak design, the tool is already doing too much work. The process should support a good part design, not rescue a bad one. That leads directly to the defects I watch for first.
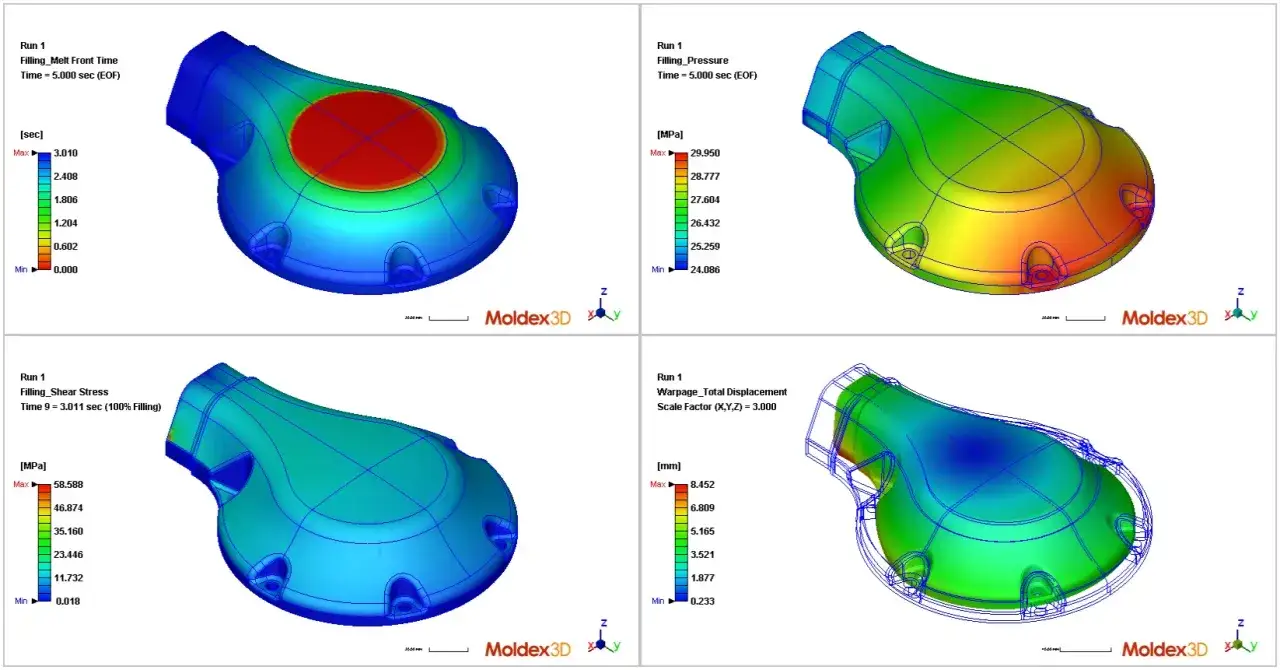
Common defects I watch for and how to prevent them
Most problems in this process are not mysterious. They usually come from one of five places: shot balance, venting, temperature control, closure timing, or material choice. A good process window narrows those risks, but it does not remove them.
| Defect | What it usually means | What I would check first |
|---|---|---|
| Flash | Too much material or excessive closure force at the edge | Shot volume, parting line quality, compression profile |
| Short shot | Not enough melt or flow is interrupted before full formation | Fill balance, melt temperature, gate design |
| Warpage | Uneven cooling or uneven stress across the part | Cooling layout, wall balance, closure uniformity |
| Sink marks | Massive section changes or poor packing in thick areas | Wall transitions, gate location, local material buildup |
| Burn marks or air traps | Gas has nowhere to escape during fill or compression | Venting, flow path design, closure timing |
If I had to reduce the whole problem to one sentence, I would say this: the process rewards precision in setup, and it punishes optimism. That is why it is worth comparing the decision criteria before you spend money on steel.
When I would put this process on the shortlist
I would seriously consider the hybrid route when the part has a large visible surface, a thin section, and a low tolerance for distortion. I would also reach for it when a project needs better cosmetic consistency than thermoforming can usually provide, but without the full stress profile of a hard closed-cavity injection cycle.
- The part is large, flat, or lightly contoured.
- Surface quality matters enough to affect product value.
- Warpage or sink marks are already showing up in prototype testing.
- You can justify more complex tooling in exchange for fewer downstream problems.
- The production target is high enough that repeatability matters more than the cheapest possible mold.
If the part is simple, shallow, and cost-driven, thermoforming is often the cleaner business decision. If it is highly intricate with deep undercuts, ordinary injection molding usually stays ahead. I treat the hybrid method as a precision tool: it earns its keep when flatness, stress control, and surface quality all matter at the same time, and it loses its appeal when one of those priorities disappears.