What matters most before choosing a molding route
- It works best when the material must be compressed in a heated tool, not merely stretched over a sheet-forming mold.
- Thermosets, rubber, silicone, and reinforced compounds are the usual candidates, while thin-sheet thermoplastics are usually better served by thermoforming.
- Tooling cost is typically below injection molding, but cycle time is slower, so volume matters.
- Part geometry, venting, charge placement, and cure control have a bigger effect on quality than many teams expect.
- It is a strong choice for durable parts, composite panels, seals, and electrical or industrial components.
How the process actually forms a part
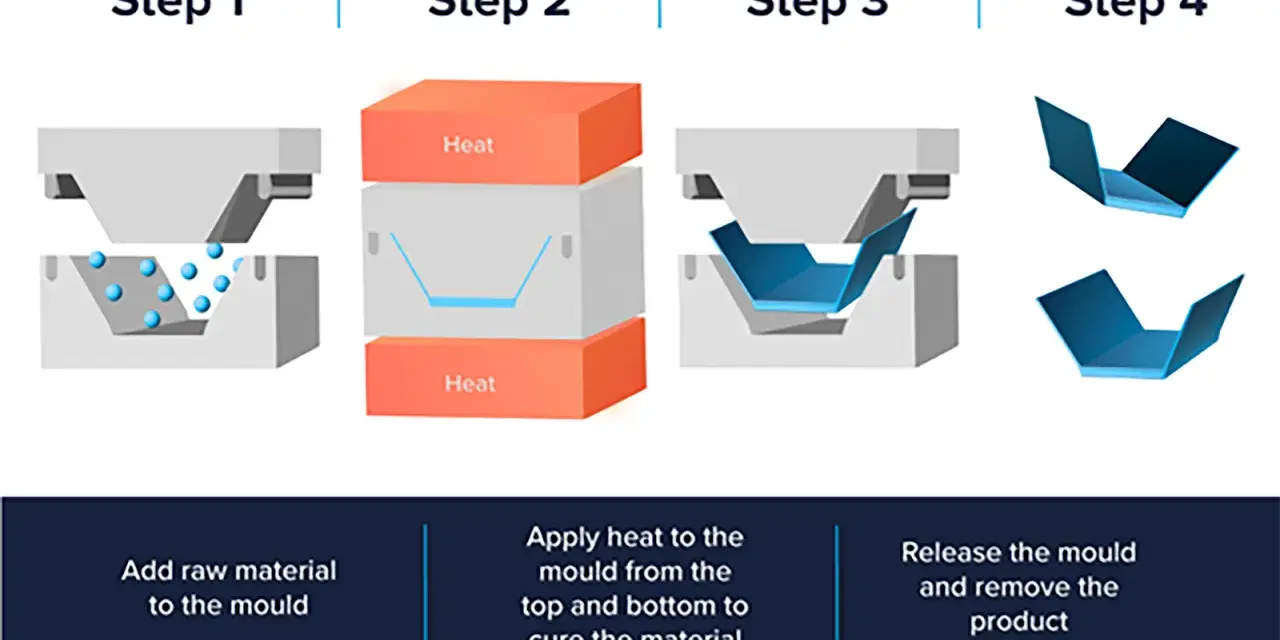
I like to explain this method in plain terms: a measured charge of material goes into an open, heated mold, the press closes, and the material flows until it fills the cavity. Heat and pressure do the work together, and for thermosets the heat also starts the cure, which is what locks in the final shape and performance.
The sequence is straightforward, but each step matters. The charge has to be sized correctly, the mold temperature has to match the resin or compound, and the press has to apply enough force to push material into every feature without overpacking the part. If any one of those variables is off, you usually see flash, voids, uneven thickness, or a part that looks acceptable but fails later in service.
- Measure and prepare the charge so the cavity can fill without excess material.
- Preheat the mold, and sometimes the material, to improve flow and cure consistency.
- Load the charge into the open cavity.
- Close the press and apply pressure until the part fully forms and cures.
- Open the mold, eject the part, and trim any flash or excess edges.
That basic flow is why the process remains useful for parts that need strength and stability more than ultra-high speed. From here, the next question is always the same: what materials actually reward this method, and which ones do not?
Which materials fit this method best
In my experience, this process is at its strongest with materials that benefit from being compacted in the tool rather than injected as a melt. Thermosets are the classic case because they cure under heat and pressure instead of simply cooling into shape. Reinforced compounds also perform well because the compression step can produce dense, durable parts with useful mechanical properties.
- Thermoset resins such as phenolic, epoxy, polyester, and vinyl ester are common when heat resistance and structural stability matter.
- Rubber and silicone are often used for seals, gaskets, vibration parts, and other flexible components.
- Sheet and bulk molding compounds are popular when engineers want predictable flow, good surface finish, and a balanced cost profile.
- Fiber-reinforced composites are chosen when weight reduction and stiffness must coexist, especially in transport and industrial applications.
For many thermoplastic sheet parts, though, thermoforming is the better match because it starts with a flat sheet and shapes it by heat and draw rather than by pressing a charge into a closed cavity. That difference sounds small, but it changes the economics, the design rules, and the final part behavior.
One practical rule I use: if the material needs to cure, consolidate, or hold reinforcement in a dense structure, this method deserves a close look. If the part is mainly a large, shallow shell, sheet forming usually gets there faster and cheaper.
Where it sits against thermoforming and injection molding
The right choice is usually obvious once I compare part geometry, volume, and finish requirements side by side. Thermoforming is usually fastest for large, thin, lower-complexity parts. Injection molding wins when the part is intricate, highly detailed, and produced at scale. The matched-die route sits between those two extremes and is often the smarter choice when durability matters more than speed.| Criterion | Thermoforming | Matched-die molding | Injection molding |
|---|---|---|---|
| Best part shape | Large, shallow, sheet-based parts | Thicker, stronger, more compact parts | Highly detailed, complex parts |
| Tooling cost | Lowest | Moderate | Highest |
| Cycle time | Fast | Moderate to slow | Fast at volume |
| Material focus | Thermoplastic sheets | Thermosets, rubber, composites | Thermoplastics |
| Typical strength profile | Good for light-duty structural use | Strong and stable | Strong, with high detail control |
I would not frame this as one process “beating” the others in every case. Instead, I look at what the part is trying to do. If the part is a large cover or tray, thermoforming often keeps costs down. If it needs robust service performance and a stable cross section, the compressed route makes more sense. If the design has tiny ribs, snaps, and internal complexity, injection usually earns the job.
Tooling, temperature, and pressure are where quality is won or lost
The press and mold are only part of the story. Real quality comes from how well the tooling, heat profile, and charge placement work together. In many thermoset jobs, I see mold temperatures in the rough range of 290 to 400°F, with clamp pressures around 1,000 to 2,500 psi on the molded surface area, but those numbers are only a starting point. Resin chemistry, part thickness, and cure time can move the target quite a bit.
Three details usually matter more than people expect:
- Charge placement decides how evenly the material fills the cavity.
- Venting lets trapped air escape before it becomes a void or burn mark.
- Uniform heating keeps one area from curing early while another remains undercooked.
Tool design also influences whether the part comes out cleanly or needs heavy trimming. If the shutoff faces are poor, flash becomes a recurring problem. If the cavity depth or wall transitions are too abrupt, the material may not flow evenly, which hurts dimensional consistency. I would rather see a simple, well-engineered tool than a clever design that looks good on paper but is hard to run in production.
That leads naturally to the failures people see most often, because most of them trace back to the same handful of setup mistakes.
The defects I look for first and how I would prevent them
Most trouble shows up in a small set of repeatable defects. The good news is that they are usually preventable if the process is set up with discipline instead of guesswork. When I review a part, I look first for the signs that the tool was overloaded, underheated, or asked to do more than the material could support.
- Flash usually means too much charge, too much pressure, or worn parting surfaces.
- Voids and air pockets often point to poor venting or poor charge layout.
- Warping can come from uneven cure, uneven cooling, or inconsistent wall thickness.
- Short fill happens when the charge is too small or the material never flows far enough before setting.
- Surface defects may indicate contamination, tool wear, or a cure schedule that is too aggressive.
The most reliable prevention strategy is boring, which is exactly why it works: controlled charge weight, validated temperature, good venting, and a trim plan that does not rely on hand correction to hide a bad form process. If the part has cosmetic requirements, I also pay attention to mold surface finish and whether the material naturally reproduces that texture cleanly.
Once those quality risks are understood, the last question is whether the process makes sense for the kind of parts a US manufacturer actually needs to produce.
Where this process still makes the most sense in US manufacturing
In the United States, I usually see this process win in applications where strength, stability, and reasonable tooling cost matter more than absolute speed. That includes electrical housings, industrial covers, seal components, appliance parts, composite panels, and certain automotive or transportation parts. It also shows up when a part needs heat resistance or dimensional reliability that would be harder to achieve with sheet forming alone.
It is especially attractive when volumes are too low to justify a very expensive injection tool, but the part still has to perform like an engineered component rather than a disposable shell. In those cases, the business case is often built on lower tooling risk, acceptable cycle time, and less waste than a process that would require more trimming or post-forming work.
I would be cautious, though, if the design has deep undercuts, very fine details, or a demand for rapid cycles at very high volume. That is where another process will usually be better, even if the first quote looks tempting.
What I would check before signing off on a part
When I review a new design, I start with a few practical questions instead of the machine spec sheet. The first is geometry: does the part really suit a press-cured cavity, or would a heated sheet be simpler? The second is service environment: will the part see heat, load, vibration, or chemicals that require a tougher material system?
Then I check volume and tolerance. If the part will run in modest quantities and needs good structural performance, this route is often a solid middle ground. If the part needs extreme cosmetic polish, very tight repeatability, or lots of fine features, I would push the design team to re-evaluate the process choice before tooling starts.
For the right part, compression molding is less about novelty and more about balance: dependable strength, sensible tooling economics, and a process that stays honest about its limits.