What matters most when choosing a molding material
- Thermosets are the default for heat resistance, electrical insulation, and dimensional stability because they cure permanently under heat and pressure.
- SMC and BMC are the workhorses for reinforced parts, with SMC using about 10% to 60% glass and longer fibers than BMC.
- Silicone and fluorosilicone are the best fit for seals, gaskets, and flexible parts that need temperature and chemical resistance.
- Thermoplastic composite sheets are viable when you need high stiffness with impact toughness, but they are a more specialized route.
- Thermoforming is a different process entirely: it starts with a heated thermoplastic sheet, not a curing compound.
What actually goes into the mold
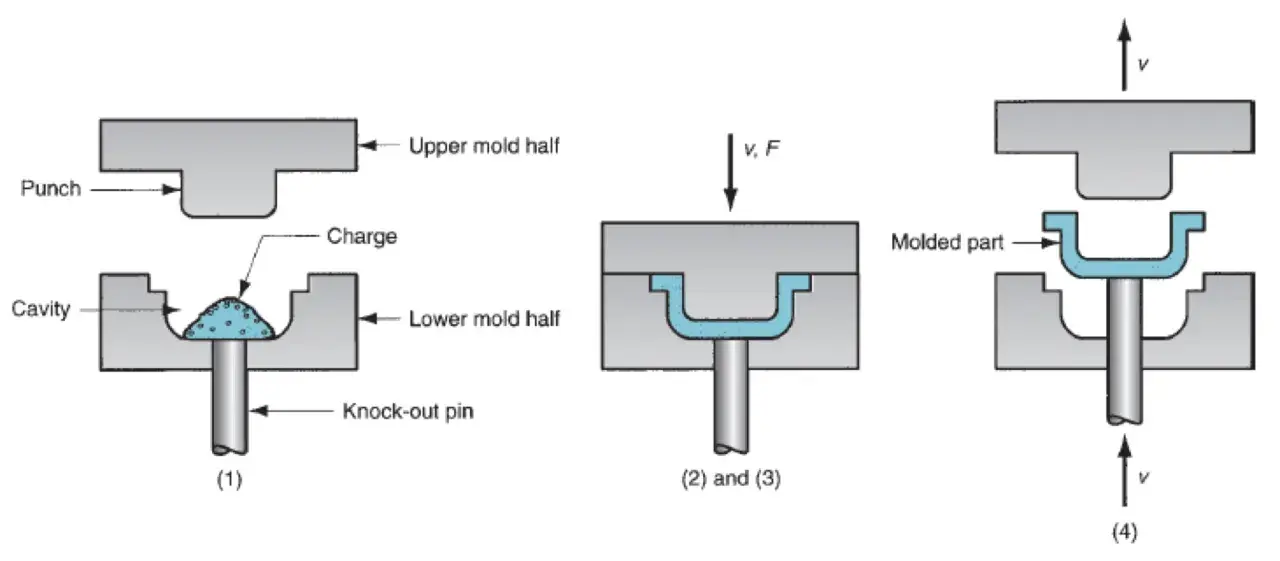
Compression molding does not start with a generic pellet or liquid and hope for the best. It starts with a measured charge, preform, sheet, or bulk compound, and the feed form changes how the material flows, vents, and cures under pressure. That is why I look at the shape of the material before I look at the press settings, because the wrong charge can create flash, voids, or thin spots even when the resin system is a good match on paper.
In practical terms, the material usually arrives in one of a few forms:
- Preforms for parts that need the charge to sit close to its final geometry.
- Powders or pellets for certain thermoset and thermoplastic composite systems where consistent metering matters.
- Bulk compounds for thicker, putty-like charges that need to fill a cavity with short or chopped reinforcement.
- Sheets or mats for larger, flatter structural parts that benefit from uniform loading.
The part shape, thickness, and venting strategy should drive the choice of feed form. Once that is clear, it becomes easier to decide whether the job belongs to a resin, a rubber, or a reinforced composite, which is where the real material decision begins.

The main material families and where they fit
I usually group compression molding compounds into a few families instead of thinking about them as one broad category. That makes the trade-offs easier to see, especially when strength, detail, electrical behavior, and cost are competing with one another.
| Material family | Why I choose it | Main trade-off | Typical parts |
|---|---|---|---|
| Phenolic and related thermosets | High heat resistance, strong electrical insulation, good dimensional stability after cure | Can be more brittle than flexible systems and may need careful flash control | Electrical housings, appliance parts, cookware handles, structural inserts |
| SMC | Larger structural parts with good surface appearance and strong reinforcement; glass content is often about 10% to 60% | Needs good mold design and trim control to avoid cosmetic or flow issues | Body panels, covers, appliance doors, battery enclosures |
| BMC | Better flow into complex cavities; glass reinforcement is often around 10% to 30% with shorter fibers | Usually not as strong as longer-fiber SMC in the same geometry | Electrical parts, small housings, precision covers, connectors |
| Silicone rubber | Flexible sealing, broad temperature resistance, good recovery after compression; common grades run roughly 25 to 80 Shore A | Longer cure cycles than some injection-based elastomer processes | Gaskets, seals, medical components, lighting parts |
| Fluorosilicone | Similar flexibility to silicone with stronger fuel and fluid resistance | Usually more specialized and more expensive than standard silicone | Aerospace seals, fuel-contact gaskets, under-hood components |
| Thermoplastic composite sheets | High stiffness, high impact toughness, low density, and continuous-fiber reinforcement | Requires more controlled processing and is not the default for every press line | Structural plates, aerospace interiors, robotics parts, high-performance panels |
The table tells the story quickly, but the details matter. A stiff resin is not automatically the right resin, and a stronger compound is not always the best one if the part must flow into a complicated cavity without excess flash.
Why thermosets still dominate compression molding
Thermosets remain the backbone of this process because they cure, which means the resin cross-links under heat and pressure and then keeps that shape instead of softening again. That one behavior explains most of the process advantages: better heat resistance, better dimensional stability, and fewer worries about the part relaxing in service.In my experience, phenolic systems are still one of the most useful examples because they pair electrical insulation with heat performance that commodity thermoplastics usually cannot match. Polyester, epoxy, melamine, and related systems each have their own sweet spot, but the logic is the same: once the charge cures, the part behaves more like a permanently set structure than a reheated plastic shell.
That makes thermosets attractive when the part needs to do one of three things well:
- Hold its shape under heat and load.
- Provide stable electrical or flame-related performance.
- Maintain properties after long service, not just immediately after molding.
The catch is that thermosets are less forgiving once the process window is wrong. If the charge is underheated, overpacked, or poorly vented, you get incomplete cure, excess flash, or a part that looks fine but does not behave correctly in the field. That is where reinforced compounds such as SMC and BMC become worth a closer look.
Where SMC and BMC earn their keep
SMC and BMC are easy to confuse from a distance, but they solve different problems. I think of SMC as the option for larger, stronger parts that need more fiber support, while BMC is the better answer when the cavity is more detailed and flow matters just as much as strength.
SMC for larger structural parts
Sheet molding compound uses longer chopped glass reinforcement, often in the 10% to 60% glass range, with fibers commonly around 1/2 inch to 1 inch long. That longer reinforcement helps the material carry load better, which is why SMC shows up in Class A body panels, large electrical enclosures, and other parts where surface appearance and structure both matter.
What I like about SMC is that it gives a realistic middle ground between cost and performance. It is not trying to behave like a machined composite block, but it is far more capable than an unfilled resin when the geometry is broad, stiff, and visible.
Read Also: Injection Molding - Design, Cost & When to Choose It
BMC for smaller, more intricate parts
Bulk molding compound is more putty-like and usually carries shorter glass reinforcement, often around 10% to 30% with fiber lengths roughly between 1/32 inch and 1/2 inch. That shorter fiber package gives it better flow into smaller cavities and tighter details, which is why BMC is common in electrical parts, precision housings, and complex covers.
The trade-off is straightforward: BMC flows more easily, but it usually gives up some structural strength compared with SMC in similar part sizes. For me, that makes it the better choice when detail, repeatability, and dielectric behavior matter more than raw panel strength.
When a customer is unsure between the two, I usually ask one question first: is this part more like a structural shell or a detailed housing? That answer often tells us which compound will save time later in tooling, trim, and scrap.
Why silicone and fluorosilicone are a different conversation
Rubber compounds behave differently from rigid thermosets, and that matters in compression molding. Silicone is one of the most useful families here because it stays flexible, resists compression set well, and can be molded into gaskets, seals, and insulating parts without creating the stress profile you often see in harder plastics.
For many production programs, I start with silicone when the part must survive temperature swings and still return to shape after repeated compression. Common compression-molded silicone grades are often specified in the 25 to 80 Shore A range, and Shore A is simply a measure of rubber hardness: lower numbers are softer, higher numbers are firmer.
Two practical details matter more than people expect:
- Cure time is usually measured in minutes, not seconds. Depending on part thickness and cross section, rubber compression cycles often run about 5 to 15 minutes.
- Secondary finishing is normal. Flash trimming, de-flashing, die cutting, or waterjet cutting may be part of the real process plan, not an afterthought.
Fluorosilicone deserves separate treatment because it solves a different problem. If the application involves fuels, oils, or aggressive fluids, fluorosilicone is usually the more defensible choice than standard silicone. In low-temperature service, phenyl-based silicone grades can also matter because they stay usable much colder than ordinary rubbers, which is why they show up in aerospace and laboratory hardware.
The key point is that rubber compounds are not picked for stiffness. They are picked for recovery, sealing, and environmental resistance, and that changes the whole design conversation.
When thermoplastic composites are the better call
Not every compression-molded part belongs to a classic thermoset system. Thermoplastic composite sheets and plates can be compression molded too, especially when continuous fibers are needed and the part has to stay light, stiff, and tough at the same time.
What makes them different is the matrix behavior. Instead of curing permanently like a thermoset, the thermoplastic matrix can be reheated and reshaped under the right conditions. That gives these materials a different feel in use: they tend to be tougher and less brittle, and they can offer better impact behavior than many thermoset-matrix composites.
A few numbers help explain why they matter:
- Continuous-fiber thermoplastic composite plates can be produced in thicknesses up to 95 mm.
- Typical densities fall around 1.3 to 1.8 g/cm³, which keeps them in a light structural range.
- Compared with unreinforced polymer sheets, continuous-fiber versions can reach roughly 5 times higher tensile strength and modulus.
I still treat this as a specialist option rather than the default. It is powerful when the design needs metal-like stiffness without metal weight, but it usually demands tighter processing control and better equipment discipline than a simpler thermoset charge. That is why it sits alongside compression molding, rather than replacing the common resin-and-rubber families.
How I choose the right compound for a part
When I narrow a material choice, I do not start with the cheapest quote. I start with the environment and work backward. That is usually faster, and it avoids the common mistake of choosing a compound that looks good on a spec sheet but fails in the real application.- Start with the service environment. Heat, chemicals, UV exposure, electrical insulation, and flame requirements all push the choice in different directions.
- Match the material to the geometry. Large structural panels point me toward SMC, while detailed cavities often push me toward BMC.
- Decide whether flexibility is a requirement or a compromise. If the part must seal or rebound, silicone or fluorosilicone belongs in the conversation from the start.
- Check the finish requirement early. A visible Class A surface is a different target from an internal bracket or an electrical block.
- Budget for trimming and post-processing. Compression molding rarely ends at the press; flash removal and inspection can decide whether the part is actually economical.
There are also a few mistakes I see repeatedly. People choose a stiffer resin when they really need better flow, they specify too little reinforcement for a large panel, or they assume a material that works in thermoforming will behave the same way in compression molding. Those assumptions are expensive because they tend to show up after tooling is already committed.
How this differs from thermoforming in practice
Thermoforming is related to molding in the broad manufacturing sense, but it solves a different problem. In thermoforming, the starting point is a heated thermoplastic sheet that is drawn over a mold and then cooled into shape. Common thermoforming materials include PS, PE, PVC, PP, ABS, PC, PET, and PETG.
That makes thermoforming a strong choice when the part can be made from sheet stock and needs fast cycle times, lower tooling complexity, or large thin-walled forms. Compression molding, by contrast, is usually better when the part needs curing, more filler, more reinforcement, thicker sections, or more stable performance in heat and electrical service.
The difference is not academic. If I need a shallow, high-volume shell, thermoforming can be the simpler route. If I need a cured structural part, a filled electrical component, or a gasket that must hold its shape under repeated compression, I want a true compression-molded compound instead.
What I check before approving the material
If I had to reduce the whole decision to a short checklist, it would look like this:
- Use phenolic or another thermoset when heat and electrical performance matter more than impact toughness.
- Use SMC when the part is large, structural, and visible enough that surface quality matters.
- Use BMC when the cavity is smaller, more detailed, and needs better flow.
- Use silicone or fluorosilicone when sealing, flexibility, or fluid resistance is the real requirement.
- Use thermoplastic composites when you need a lighter structural part with very high stiffness and impact performance.
- Use thermoforming instead when the part starts as a sheet and does not need cure chemistry at all.
That is the practical way I separate good material candidates from merely possible ones. If I get the environment, geometry, and finish requirements right first, the process choice usually falls into place without much debate. And that is the real goal: a part that is not only moldable, but genuinely fit for service.