Plastics manufacturing only works well when the resin, the process, and the part geometry line up with heat, flow, cooling, and end-use requirements. In practice, the material choice often decides whether a part comes out dimensionally stable, cosmetically clean, and economical enough to scale. This article breaks down the resin families, the major process routes, and the properties I check before I would release a part for production.
Key things to know before choosing a plastic process
- Material behavior matters as much as machine capability; shrinkage, heat resistance, and moisture uptake can make or break the part.
- Amorphous resins usually shrink less and are easier to hold to tight dimensions, while semi-crystalline resins often bring better chemical resistance and higher shrinkage.
- Injection molding is the precision workhorse, extrusion is for continuous shapes, blow molding is for hollow parts, and thermoforming is faster and cheaper to tool.
- Drying requirements, wall thickness, and flow length are common failure points that get ignored until the first samples arrive.
- If the part must survive heat, chemicals, UV, or impact, the resin choice should follow the environment first and the cosmetic preference second.
Why material behavior matters before the machine does
When I review a plastic part for production, I do not start with the machine. I start with the polymer. A resin is not just a raw ingredient; it is a set of tradeoffs built into the molecular structure, and those tradeoffs shape everything from stiffness and impact resistance to warpage and surface finish.
The first split is usually between thermoplastics and thermosets. Thermoplastics can be melted and reshaped, which is why they dominate most commercial plastic production. Thermosets cure into a permanent network, which gives them better heat stability in some applications, but also makes them less forgiving if the process window is too narrow. After that, I look at whether the resin is amorphous or semi-crystalline. Amorphous materials usually flow and cool more predictably. Semi-crystalline materials often bring better chemical resistance and toughness, but they also shrink more and need more attention to cooling and packing.
Additives matter too. Glass fiber, impact modifiers, UV stabilizers, flame retardants, and colorants can change a material enough that the family name alone is not a safe guide. Two grades of the same resin can behave very differently in the mold, which is why datasheets matter more than marketing shorthand. Once that behavior is clear, the next step is matching a resin family to the job instead of forcing a generic material to behave like a custom one.

The resin families I reach for most often
There are dozens of usable plastics, but in real production work a smaller group carries most of the load. The right choice depends on the environment, the shape, the target volume, and how much dimensional control the part needs. I usually narrow the field by asking what failure would cost the most: cracking, creep, chemical attack, or just an ugly finish.
| Material family | Why it is chosen | Typical limitations | Common uses |
|---|---|---|---|
| PP | Low density, good fatigue life, and strong chemical resistance | Higher shrinkage, moderate heat resistance, and limited low-temperature stiffness | Closures, living hinges, housings, packaging parts |
| HDPE | Tough, moisture resistant, and very good against many chemicals | Lower stiffness and tighter-tolerance parts can be harder to hold | Containers, tanks, pipe, caps, bottles |
| ABS | Balanced impact strength, easy coloring, and a clean surface finish | Moderate heat resistance and weaker outdoor UV performance unless stabilized | Housings, trims, consumer products, enclosures |
| PC | High impact strength, transparency, and good heat performance | Costlier, and some chemicals can trigger stress cracking | Lenses, guards, medical and electrical covers |
| Nylon (PA) | Strong, wear resistant, and useful for moving parts | Absorbs moisture and needs drying before molding | Gears, clips, brackets, under-hood parts |
| PET and PBT | Good dimensional stability, electrical performance, and chemical resistance | Drying is critical, and crystallization must be managed | Connectors, technical housings, packaging, automotive parts |
| TPE | Flexible, sealable, and comfortable to touch | Lower structural stiffness and creep can become issues under load | Grips, seals, gaskets, soft-touch features |
That table is useful, but the real lesson is simpler: resin family is only the starting point. The exact grade, the filler package, and the processing route matter just as much. A tough resin can still fail if it is too brittle for the geometry, and a chemically resistant resin can still disappoint if it shrinks more than the tooling can comfortably control. That material shortlist only becomes useful when it is paired with the right process, because the same resin can act very differently in an injected, extruded, or thermoformed part.
How the process changes the part you get
The process is not just a way to shape plastic. It also affects orientation, crystallinity, surface quality, tolerances, and even the stresses that remain trapped inside the part after cooling. In other words, the process changes the material as much as it changes the geometry.
| Process | Best fit | What it does well | Where it struggles | Typical speed |
|---|---|---|---|---|
| Injection molding | Complex, repeatable parts with detail and tight tolerances | High precision, strong repeatability, broad material choice | High tooling cost and shrinkage must be designed in early | Roughly 10 to 120 seconds per cycle for many parts, longer for thick sections |
| Extrusion | Continuous shapes such as pipe, film, sheet, and profiles | Very efficient for long runs and consistent cross-sections | Poor fit for highly complex 3D geometry | Continuous process |
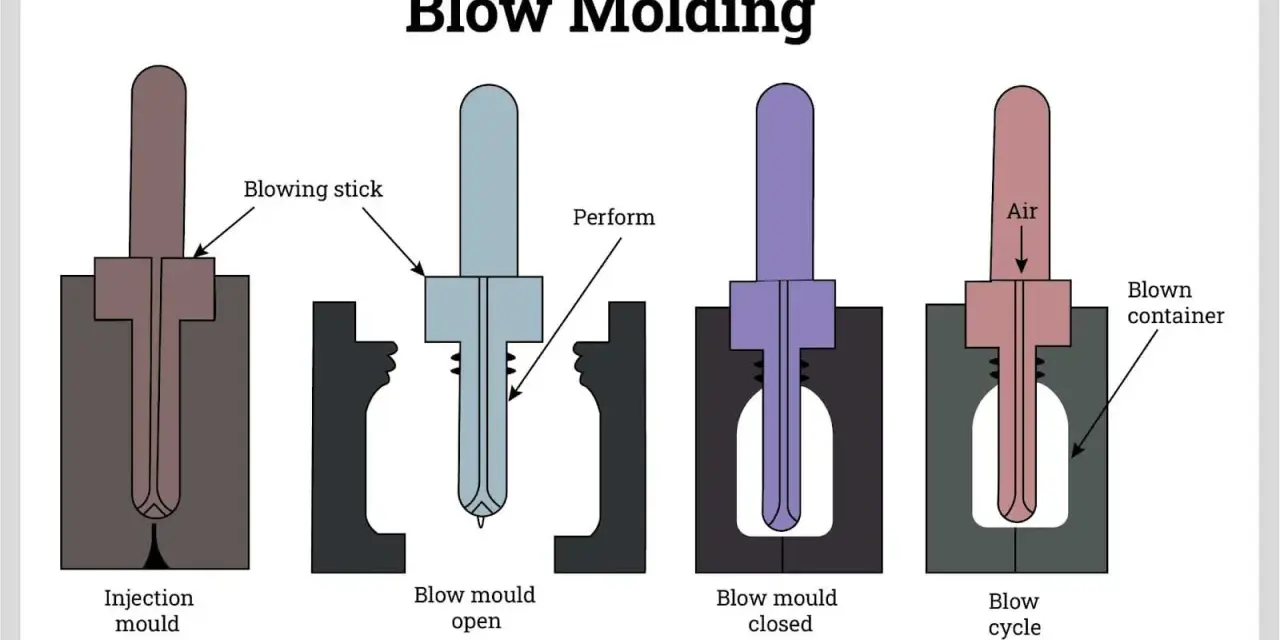
| Blow molding | Hollow parts such as bottles, tanks, and ducting | Efficient way to make sealed hollow bodies | Wall thickness control and local detail can be limited | Usually seconds to under a minute for common containers |
| Thermoforming | Large, lighter-weight parts from plastic sheet | Lower tooling cost and fast launch timing | Less fine detail and more trimming waste | Often seconds to minutes depending on sheet thickness |
| Compression molding | Thermosets and reinforced parts | Good for structural parts and some large components | Less suited to tiny details and very high cosmetic demands | Usually minutes |
| Rotational molding | Large hollow parts with low internal stress | Low-pressure forming for big, durable shapes | Long cycles and limited detail | Often tens of minutes |
For me, the important part is not just the shape. It is what the process does to the polymer while the part is forming. Injection molding can create orientation that boosts strength in one direction and warpage in another. Extrusion is excellent for uniform profiles, but it is the wrong tool when a part needs bosses, undercuts, or deep three-dimensional detail. Thermoforming can be a smart way to launch large parts quickly, but it gives up some precision in exchange for lower tooling cost. Once the process is chosen, I look at the properties that will actually decide whether the part survives use or fails in the field.
The properties I check before approving a material
Material datasheets can look dense, but the same handful of properties usually explain most production problems. I separate them into two groups: the properties that matter in the mold, and the properties that matter in service. A material can look perfect on paper and still fail the job if those two sets of requirements do not line up.
| Property | Why it matters | What I look for |
|---|---|---|
| Strength and stiffness | Determines whether the part holds shape under load | Do not confuse a strong material with a stiff one; they are not the same thing |
| Impact resistance | Controls crack resistance in drops, snaps, and abuse | Low-temperature toughness matters just as much as room-temperature numbers |
| Heat resistance | Decides whether the part softens, bends, or creeps in service | Look at glass transition, heat deflection, and real load conditions together |
| Shrinkage and warpage | Determines whether the tool can hit the final dimensions | Amorphous plastics often shrink around 0.3% to 0.7%, while semi-crystalline materials commonly land around 0.8% to 3.0% |
| Moisture behavior | Affects drying, dimensions, appearance, and long-term performance | Nylon, PET, and PC need careful drying and handling |
| Chemical resistance | Protects the part from swelling, embrittlement, or stress cracking | Check cleaners, oils, fuels, and any solvents the part will actually see |
| Creep and fatigue | Shows whether clips, hooks, or loaded features will relax over time | Parts under constant load often fail by slow deformation, not sudden fracture |
| Appearance | Drives customer acceptance and brand quality | Watch for gloss variation, sink marks, weld lines, and color shift |
The shrinkage row is where a lot of people get surprised. Amorphous materials usually behave more predictably and are easier to hold to tight dimensions. Semi-crystalline materials often deliver better chemical resistance and sometimes better wear behavior, but they can shrink more and shrink differently across the flow direction. That means the mold designer, the process engineer, and the part designer all have to agree on the same target before the first tool is cut. If the part will live under heat or load, creep often matters more than the initial tensile strength number on the datasheet.
Moisture is another place where experience saves money. Nylon, PET, and PC can all punish sloppy drying with splay, weak parts, or surface blemishes. I have seen more than one production issue blamed on tooling when the real problem was a wet resin hopper. Those property checks are important, but most part failures still come from avoidable design and processing mistakes.
Common mistakes that create warpage, scrap, or weak parts
Most bad parts are not mysterious. They are usually the result of one or two decisions that looked harmless during design but became expensive once the mold filled and cooled. The good news is that these mistakes are predictable.
- Choosing the cheapest resin first. A low material price can become a high total cost if the part cracks, warps, or needs extra finishing.
- Ignoring drying requirements. Moisture-sensitive materials need control before processing, or the surface and mechanical properties can suffer.
- Mixing thick and thin walls. Sudden thickness jumps create sink marks, long cooling times, and internal stress.
- Forgetting flow length and gate location. Long flow paths raise pressure, increase orientation, and make cosmetic defects more likely.
- Designing without the service environment in mind. UV, heat, fuels, oils, cleaners, and repeated flexing can slowly destroy an otherwise decent design.
- Overlooking long-term load. A clip or bracket may look strong on day one and still fail after weeks of creep.
I also pay attention to the geometry around ribs, bosses, and corners. Thick bosses and abrupt transitions are classic trouble spots because they cool differently from the rest of the part. A generous radius, a more even wall, and a realistic rib design often do more for quality than another round of material speculation. When those traps are avoided, choosing a production path becomes much more straightforward.
What I would verify before moving a part into production
The most useful production reviews are boring in the best possible way. I want the exact resin grade, the actual service environment, the tolerance stack, the drying spec, and the expected finish all on the table before the job starts. If those items are clear, the rest of the project usually gets easier instead of harder.
| Question | Why it matters | Typical answer direction |
|---|---|---|
| What is the real operating environment? | Heat, chemicals, UV, and load can change the best resin | Start from use conditions, not from price or familiarity |
| How much dimensional control is required? | Tolerance drives process choice, shrink compensation, and tooling detail | Injection molding usually wins when the part needs precision |
| Will the material need drying or conditioning? | Wet resin can create surface and mechanical problems | Nylon, PET, and PC need especially careful handling |
| Does the part need recycled content or regrind? | Those choices can affect color, consistency, and certification | Useful, but only if the performance window stays wide enough |
| Is cosmetic quality or structural performance more important? | That answer often decides gate placement, texture, and material grade | Some parts need visual consistency more than absolute stiffness |
In the US market, I also check resin availability, color consistency across lots, and whether the program has food-contact, medical, or electrical constraints. Those requirements can change the best answer even when the CAD file stays the same. The strongest parts are rarely the ones that ask the resin to do everything. They are the ones that let the material behave the way it naturally wants to behave, and that is where good plastic production stays predictable, scalable, and cost-effective.