Key takeaways before you choose PLA for a warm part
- Standard PLA starts to soften around 55-60°C (131-140°F), so that range is the practical warning line for loaded parts.
- The melting point is much higher, but melting is not the same as usable heat resistance.
- Heat under load is what causes trouble first: sagging, creep, warped holes, and loose fits.
- Annealing can improve performance a lot, but it also brings shrinkage and dimensional change.
- For hot cars, enclosures, or appliance-adjacent parts, I usually consider PETG, ABS, ASA, or PC before I trust PLA.
What PLA temperature resistance really means
The first mistake I see is treating one temperature number as if it tells the whole story. It does not. For plastics, the most useful thermal markers are glass transition temperature and heat deflection temperature. Tg is the point where PLA stops behaving like a rigid glassy plastic and starts getting rubbery; HDT is the temperature at which a part begins to bend under a specified load.
For standard PLA, those numbers usually sit in the same neighborhood: roughly 55-60°C (131-140°F). A representative PLA datasheet lists Tg at 61°C, Vicat softening at 62.9°C, and HDT around 58-60°C depending on test load. That is why a PLA part can look perfectly fine on a workbench and still fail in a warm enclosure or a parked car. The part is not “melting” in the dramatic sense; it is quietly losing stiffness until gravity or a clamp or a screw load finishes the job.
The melting point is much higher, often around 150°C (302°F) in common PLA data. That sounds reassuring, but it is the wrong reference for design. I treat melting point as a processing number, not a service-life number. If the part is meant to survive heat in the field, Tg and HDT are the numbers that matter. That distinction is the foundation for everything else in this article, because the next question is not whether PLA can survive heat at all, but which conditions make it fail faster.
Where standard PLA starts to fail in real life
PLA is fine in many indoor, low-load, low-temperature applications. The trouble starts when temperature and stress show up together. A part can survive a brief warm spell, but if it is supporting weight, clamped to something, or sitting in constant contact with a warm surface, deformation becomes much more likely.
- Dashboard and cabin parts can sag quickly because sunlight and trapped heat push surfaces into the softening range.
- Electronics enclosures become risky when a PSU, driver board, or LED module warms the housing from inside.
- Appliance-adjacent parts such as clips, spacers, or covers may see enough heat to creep over time even if they never look “hot.”
- Workshop jigs and fixtures often fail in a less dramatic way: holes ovalize, corners relax, and alignment drifts out of tolerance.
What matters here is not only peak temperature but duration. A short exposure above 60°C (140°F) may be survivable if the part is unloaded and well supported. The same temperature over hours or days can leave permanent distortion. I also pay attention to geometry: thin walls, long flat spans, and snap-fits are much more vulnerable than compact shapes with short load paths. That is why thermal failure in PLA is usually a design problem before it is a material problem.
Once you look at failure that way, the next step is to identify the variables you can actually control.
The variables that change heat performance more than the label does
Two PLA parts from different printers, or even from the same printer with different settings, can behave very differently in heat. The material name stays the same, but the internal structure does not.
Print orientation and layer bonding
Heat weakens the material, and layer lines then become the weak path where the part starts to shift. If the load pulls across layers, the part is usually less forgiving than when the load runs along the layers. I would rather orient a PLA bracket so the main force stays in-plane than rely on a strong-looking wall that is actually vulnerable between layers.
Wall thickness and infill
More perimeters and thicker walls help because they give the part more material to resist softening and creep. Infill matters too, but not in a magical way. A sparse interior does not turn PLA into a heat-resistant plastic. It simply leaves less structure to hold shape when the outer shell starts getting soft. For functional parts, I generally care more about perimeter count and wall thickness than about chasing high infill percentages alone.
Constant load and creep
Creep is slow deformation under sustained stress. It is the reason a PLA hook, clamp, or shelf support can look fine at first and then drift out of shape over time. Near the softening range, creep accelerates fast. That is why a part that survives a brief hot moment may still fail after a long afternoon in a warm space.
Read Also: What is the Strongest Adhesive Glue? Find the Best for Your Project
Environment and additives
Airflow, sunlight, dark colors, and nearby heat sources all change the outcome. Black parts absorb more solar energy than light-colored ones, and a closed enclosure traps heat more aggressively than an open frame. Specialty blends and fillers can improve thermal behavior, but they are not all equal. Once additives or nucleating agents enter the formula, the behavior starts to move away from commodity PLA and toward a material with its own rules.
So when someone asks me whether PLA is “heat resistant,” I never answer with a single number. I answer with conditions, because those conditions decide the real result.
How I improve PLA’s heat resistance without changing the material
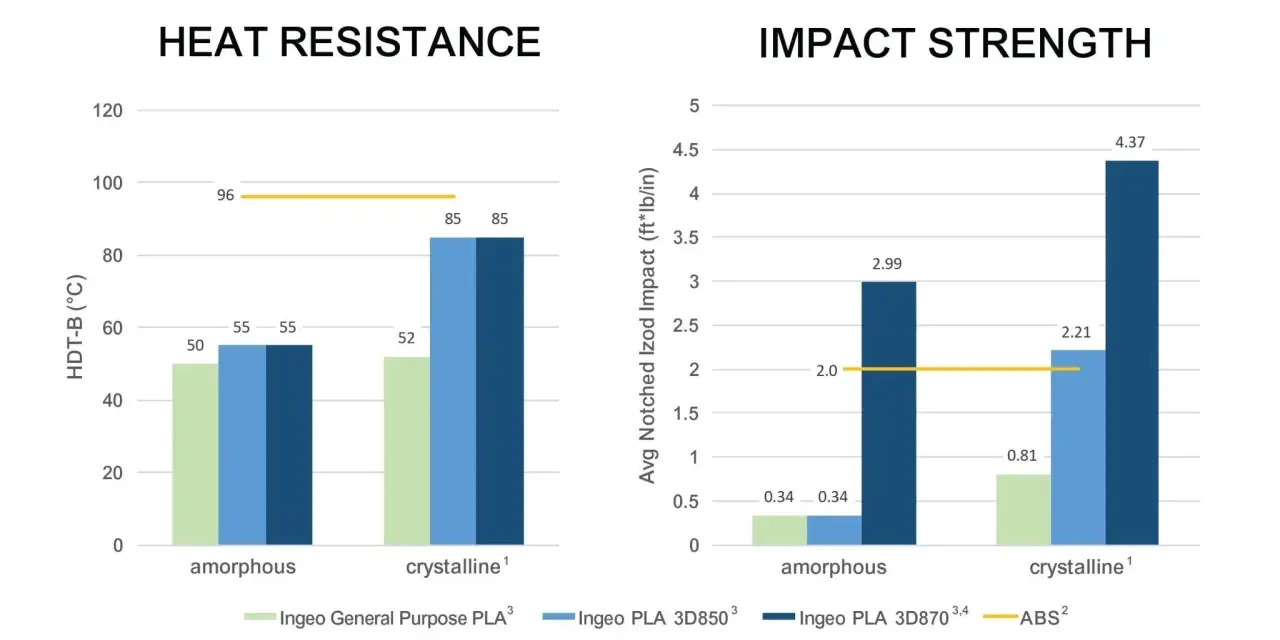
If I want to keep PLA for printability, appearance, or cost, I usually try to improve the part before I abandon the material. The most effective option is annealing, which means reheating the printed part to encourage crystallization. NatureWorks notes an annealing range of roughly 80-130°C (176-266°F), and Prusa’s testing showed a clear jump in heat resistance once PLA was annealed around 90°C (194°F) and above.The tradeoff is real: annealing can improve heat performance, but it can also warp the part and change dimensions. That means I use it for parts with some tolerance margin, not for fine snap-fits or exact mating features unless I am ready to redesign for the post-annealed size. In other words, annealing is a good tool for brackets, housings, tooling, and noncritical functional parts; it is a poor shortcut for precision parts that have no room for shrinkage.
When I plan for annealing, I think in terms of process control:
- Print a test piece first so I can see how much the geometry moves.
- Leave extra dimensional margin on critical features like holes, slots, and locating bosses.
- Support the part evenly during heating so it does not sag into a bad shape.
- Verify the final dimensions after cooling before I put the part into service.
There are also specialty PLA blends marketed as heat-resistant or high-temperature PLA. Those can perform better than standard PLA, but the exact numbers depend heavily on the formulation. I treat them as a separate class, not as a free upgrade to ordinary PLA. That leads naturally to the comparison most people really need: when should PLA stay in the design, and when should it be replaced?
How PLA compares with other plastics when heat matters
Once the service temperature moves above the comfort zone for PLA, the material choice becomes a design decision rather than a printability decision. This is where a simple comparison helps more than a long explanation.
| Material | Typical thermal profile | What I would use it for |
|---|---|---|
| PLA | HDT around 56-60°C (133-140°F), Tg around 55-60°C (131-140°F) | Indoor prototypes, decorative parts, low-load fixtures |
| Annealed or heat-resistant PLA | Often usable beyond standard PLA; exact ceiling depends on grade and cycle | Jigs, housings, and parts that need better heat margin without leaving the PLA family |
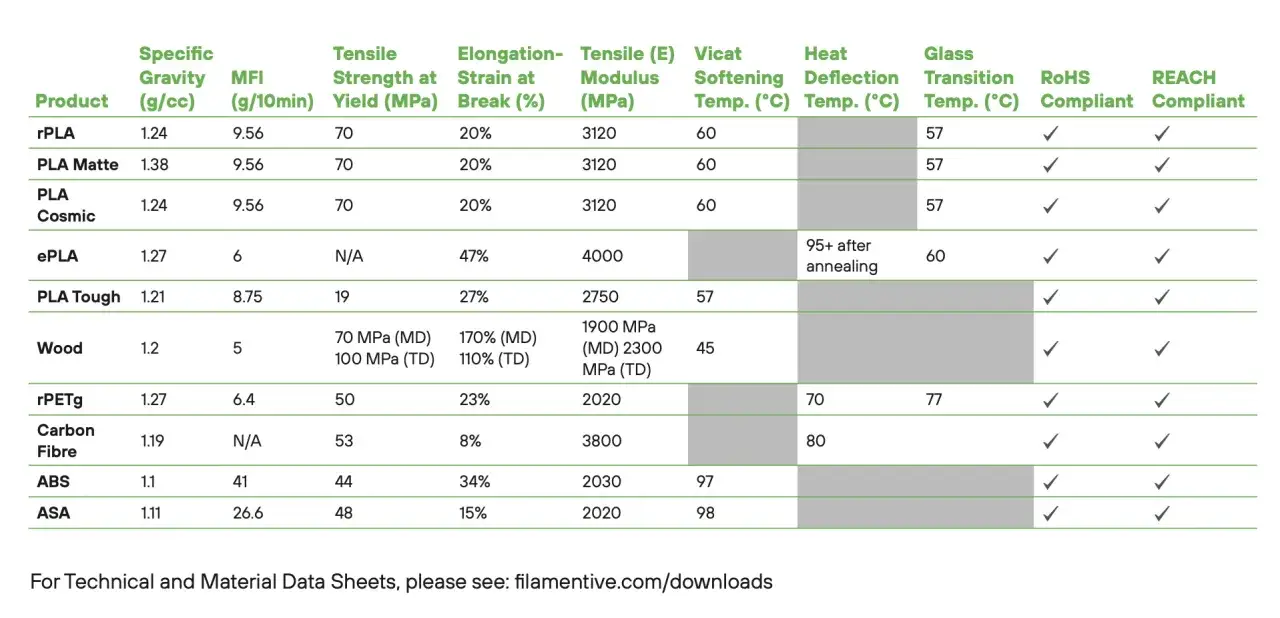
| PETG | Usually around 70°C HDT and about 76°C Tg | Warm indoor parts, light functional parts, general-purpose prints with more heat tolerance |
| ABS / ASA | Roughly 98-105°C range for HDT or Tg, depending on the formulation | Automotive interiors, covers, functional housings, outdoor parts |
| Polycarbonate | Much higher heat resistance, with HDT around 140°C (284°F) in common engineering data | Parts that must stay rigid in truly hot environments |
The pattern is simple. PLA wins on ease and surface quality, but it loses once the environment gets warm enough to stress stiffness. PETG is the first sensible step up if you want something closer to PLA in printability. ABS and ASA are better when heat becomes routine, and polycarbonate is what I reach for when the part must stay rigid under much harsher conditions. That comparison is also why I rarely push PLA into a job that already smells like a thermal risk.
And that brings me to the final design rule I use before I approve a PLA part for service.
The decision rule I use before approving a PLA part
My rule is straightforward: if the part may spend real time near 60°C (140°F) while carrying load, I do not treat standard PLA as a safe choice. If the part is decorative, lightly loaded, and kept in a cool indoor environment, PLA is still a good option. If it is going into a car, a hot enclosure, or anything with sustained heat, I move up to a more suitable plastic or I redesign the part around annealed or specialty PLA with a realistic tolerance for variation.
- Safe zone: indoor display parts, low-load brackets, prototypes, and short-life test pieces.
- Borderline zone: warm rooms, occasional sun exposure, light mechanical load, or parts that can deform without causing failure.
- Wrong zone: dashboards, enclosed electronics, dishwasher exposure, engine-adjacent parts, and any fit-critical part with no room for warping.
If I had to leave one practical idea with you, it would be this: do not ask whether PLA can survive heat in the abstract. Ask what temperature the part will actually see, how long it will stay there, and whether the part will be under load at the same time. That is the difference between a PLA part that works cleanly and one that slowly drifts out of shape when it matters most.